OVERVIEW
0.1 Hz VLF PD and IMCORP’s Factory Grade® technology are compared side-by-side at multiple wind sites.
CHALLENGE
Improve collector system quality by eliminating post commissioned underground cable failures.
RESULTS
IMCORP’s Factory Grade® technology proven 100% effective in reducing newly installed collector system failures.
CASE STUDY
MAXIMIZING WIND FARM REVENUE THROUGH COLLECTOR SYSTEM QUALITY
VLF PD vs. IMCORP’s Factory Grade® Technology
Overview
One of the world’s largest producers of renewable energy noted that power cable failures were the number one cause of collector system failures after commissioning newly constructed wind sites. Post construction outages were costing in excess of $100K per incident and prompted the company to investigate ways in which to reduce outages originating from power cables and accessories. Contacting other peer developers revealed a wide array of experience and confusion. Some claiming that cable testing does not work, to those who were ardent believers in a specific test; including DC, VLF (very low frequency) and tangent-delta. Most, however acknowledged continued failures after commissioning. In 2008, a joint venture renewable project enabled the developer to evaluate IMCORP’s Factory Grade® technology and the results were startling. They found 25% of terminations did not meet the accessory manufacturers’ specifications, exposing gross workmanship issues. Further research revealed cable systems fail due to an insulation erosion process associated with partial discharge (PD). The company learned that PD activity originates from defects introduced during the manufacturing process, shipping and handling, construction activity, accessory installation and the associated aging of cable systems at operable sites. This led the company to enact some best practice construction activities including minimal use of underground splicing and certifying cable systems to the manufacturers’ standards as a pre-commissioning site specification.
The Cable Manufacturers’ Standards
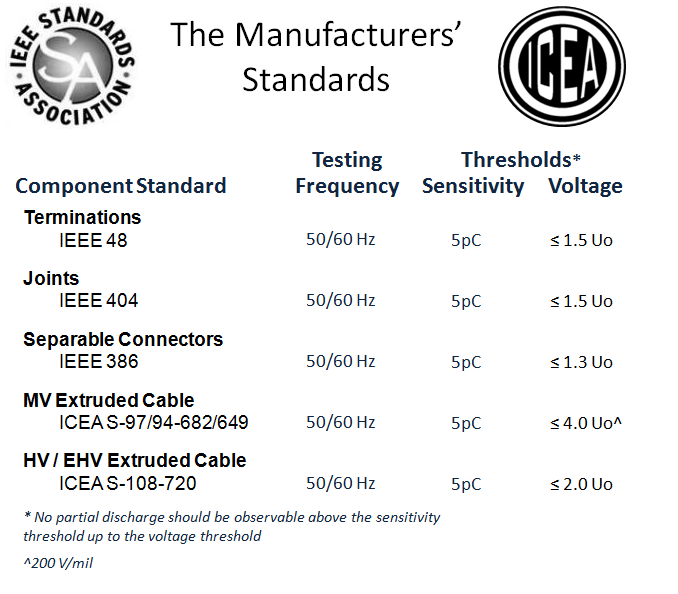
Cable and accessory manufacturers test their products to a standard, not a guide, eliminating any ambiguity associated with testing guidelines. These tests are performed on new components at the manufacturing plant prior to installation, and must meet ICEA (Insulated Cable Engineers Association) standards for electrical power cable and IEEE (Institute of Electrical and Electronics Engineers) standards for joints and terminations1. The manufacturers’ quality control tests require 50/60 Hz partial discharge diagnostics— at an elevated voltage with better than 5pC (pico-Coulomb) sensitivity [Table I]. While manufacturers have the ability to test cable at such high standards, a level of complexity is introduced once the cable is installed on-site. DC, VLF, VLF-PD and tan-delta tests do not measure for PD activity as conducted in the factory. IMCORP’s Factory Grade® technology is the only commercially available field assessment technology that can meet those standards set forth by IEEE and ICEA. As such, the developer specified IMCORP Factory Grade® technology as part of their new site commissioning procedures requiring their contractors assume all costs associated with repair and retest activities.
Table I: Manufacturers’ Standards
[1] IEEE standards are classified as:
• Standards: documents with mandatory requirements.
• Recommended practices: documents in which procedures and positions preferred by the IEEE are presented.
• Standard Guides: documents in which alternative approaches to good practice are suggested but no clear-cut recommendations are made.
Initial Experience and Challenge
The IMCORP technology allowed the contractors to locate and repair all substandard PD activity within the collector system that was the result of manufacturing or workmanship defects, before any site was energized. As such, there were no reported post commissioned failures at any site that utilized this assessment equipment [Table 2]. IMCORP compiles an annual index measuring the cable system quality rating (CSQR) for utility-scale renewable energy sites in the United States and since 2006 has found that approximately 15% of 3-phase collector systems have at least one substandard component that requires extensive repair actions. The data has shown that after conducting over 30,000 assessments on newly installed cable systems (approximately 60,000 terminations and 11,000 joints) that approximately 4% of terminations, 4% of joints and 1% of cable segments exhibit substandard performance. As time went on, electrical and general contractors made several attempts to substitute IMCORP’s Factory Grade® technology specification in favor of a lower cost VLF test, assuming all PD assessment technologies are created equal. In one particular case a contractor introduced a 0.1 Hz VLF PD test by convincing the developer’s senior management of its perceived lower cost and technical equivalency. This unfortunate substitution provided the basis for the following performance comparison study.
Results
Testing on almost 1,000 miles of underground medium voltage solid dielectric cable was conducted at various renewable sites. Approximately one quarter of the population was tested using the substituted VLF test and the remaining using IMCORP’s Factory Grade® technology with better than 5pC assessment sensitivity. The performance of the VLF tested circuits was observed for 1.25 years whereas the average observation period for the factory grade assessed circuits was three years (extending to six years for about 10% of the data).
Table 2: VLF PD vs. 50-60Hz PD Assessment

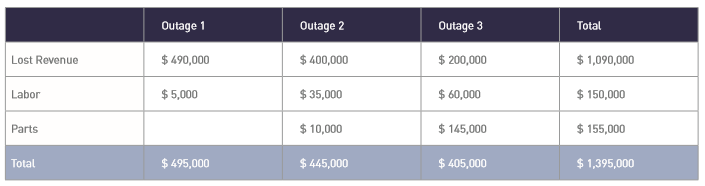
The data shows that throughout the six year period of cable assessment using IMCORP’s Factory Grade® technology that there were no reported post commissioned failures on those cable systems, after following recommended mitigation procedures. In contrast three failures were reported on circuits within the smaller population that had originally passed the VLF test; with all three occurring within a 15 month time period. The costs associated with these outages negatively impacted the system owner in terms of lost energy production, as well as parts and labor. Typically contractors warranties for workmanship and manufacturing issues do not recover lost production revenue during downtime. This cost of failure could have been avoided if the contractor had not insisted on substituting the VLF test which does not adhere to the manufacturers’ standards. Statistically extrapolating and assuming the same failure rate, the VLF tested population would have resulted in significantly more failures after commissioning. The costs associated with the three failures are documented below.
Table 3: The Cost of Failure After Conducting VLF PD Tests
All three failures originated from installation and workmanship defects. The following pictures provide physical evidence of two of the three failures.

Conclusion
In summary, defects in cable systems have a serious impact on renewable energy suppliers, as downtime impacts both the top and bottom lines in terms of lost revenue and repair costs. Contractor’s time-limited warranties typically do not recover this lost revenue from downtime. This cost of failure is avoidable through the practice of field assessing cable systems to the manufacturers’ standards during commissioning and at planned maintenance outages.
In summary:
› Renewable collector cable systems operate with higher stress (35 kV versus 5 and 15 kV), are often constructed by installers with lesser experience in challenging environments, and are placed in a configuration that makes large portions of the plant more vulnerable to an outage.
› IMCORP’s annual index (since 2006) measuring the cable system quality rating (CSQR) for utility-scale renewable energy sites in North America has revealed that approximately 15% of 3-phase collector systems had at least one substandard component that required extensive repair actions.
› Cable systems fail in reaction to voltage stress and an erosion process associated with PD at discrete locations where there are installation, aging or manufacturing defects.
› VLF tests measure PD at a reduced sensitivity level that is an order of magnitude less than the manufacturers standards’ requirement (5pC). At reduced levels, half or more of all substandard components may go undetected.
› Manufacturers’ standards require PD detection at power frequency (50/60 Hz) in order to emulate system operating conditions. VLF solutions that deviate from power frequency are unlikely to create PD events that would happen under operating conditions.
› Voltage transients are the primary driver of PD and its associated insulation degradation. Over voltage tests such as DC and VLF tests stress the cable system without identifying the issue and thus accelerate future in-service failures.
IMCORP’s Factory Grade® technology has been used to assess over 90,000 5 kV to 500 kV class cable systems including collector systems at over 250 renewable sites worldwide. This specification ensures components meet the cable and accessory manufactures’ standards enabling significant reliability improvements while maximizing asset return for both new and aged systems.